Przedmiotem działalności zakładu DK Innowacje – DK Ocynkownia Wężerów 124 jest nakładanie ochronnych
powłok cynkowych na elementy stalowe w procesie cynkowania ogniowego zgodnie z normą PN-EN ISO
1461 po uprzednim, właściwym przygotowaniu ich powierzchni obejmującym procesy
odtłuszczania, trawienia i topnikowania. Celem tych procesów jest uzyskanie powłoki cynkowej o
odpowiedniej jakości.
Cynkowaniu ogniowemu metodą indywidualnego zanurzenia poddawane są wyroby lite, a także elementy
konstrukcyjne (wyroby hutnicze, odlewy, budowlane konstrukcje stalowe, obiekty infrastruktury
miejskiej, elementy urządzeń transportowych i inne). Wytworzony w ten sposób produkt znajduje
zastosowanie we wszystkich gałęziach przemysłu, m. in. budownictwie, rolnictwie oraz wielu innych
gałęziach gospodarki.
W zakładzie DK Innowacje – DK Ocynkownia Wężerów 124 eksploatowana jest instalacja IPPC należąca do
grupy instalacji do nakładania powłok metalicznych, której maksymalna, możliwa wydajność produkcyjna
wynosi 6 ton/godzinę. Proces nakładania powłoki metalicznej (cynkowej) realizowany jest poprzez
zanurzenie elementów stalowych w ciekłym cynku. Jednocześnie, w celu uzyskania odpowiedniej jakości
powłoki cynkowej, w ciągu technologicznym następuje proces przygotowania powierzchni wyrobów,
kwalifikujący tę instalację również do grupy instalacji do powierzchniowej obróbki metali z
wykorzystaniem procesów chemicznych. Proces przygotowania powierzchni zachodzi na potrzeby
cynkowania ogniowego i realizowany jest poprzez zanurzenie elementów stalowych w wannach procesowych
zawierających „kąpiele” o odpowiednim składzie chemicznym.
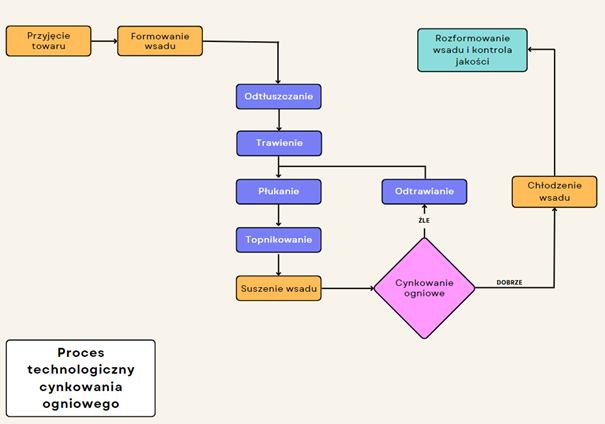
Proces technologiczny cynkowania zanurzeniowego (ogniowego) elementów stalowych składa się z następujących procesów:
#1
Przyjęcie towaru
Towar dostarczony przez Klienta jest ważony, a następnie dokładnie sprawdzany przed procesem
cynkowania przez dział handlowy pod kątem jego przygotowania do procesu cynkowania.
Po skontrolowaniu materiału oraz zaakceptowaniu przez Klienta warunków cynkowania, towar jest
kierowany do procesu cynkowania ogniowego.
Przygotowanie (formowanie) wsadu
Wsadem określa się jednorazowy ładunek podwieszony do belki transportowej (trawersy) za pomocą stalowych drutów. Belka w tym czasie spoczywa na dwóch stojakach. Formowanie wsadu polega na odpowiednim doborze ilości wyrobów zawieszonych do belki transportowej, uwzględniając maksymalną masę wsadu, a także ich odpowiednim podwieszeniu (rozmieszczenie otworów odpowietrzających ect.). Maksymalne wymiary „bryły” wsadu wynikają z wymiarów roboczych wanien technologicznych i wynoszą: długość 6,8 m, szerokość 1,4 m oraz wysokość 3,0 m. Zaformowane w ten sposób wsady podnoszone są ze stojaków za pomocą suwnicy natorowej, a następnie umieszczane na wozie przejezdnym, który w dalszej kolejności transportuje je do tzw. podajnika materiału czarnego, z którego są pobierane i umieszczane w komorze wanien procesowych (komorze trawialni). Proces ten przedstawiono na Rys. 1. oraz Rys. 2.
#2

Rys. 1. Belka transportowa (trawersa) wraz z podwieszonym materiałem umieszczona na wozie przejezdnym

Rys. 2. Podajnik materiału czarnego
#3
Przygotowanie powierzchni elementów stalowych w komorze wanien procesowych
Stanowisko chemicznej obróbki powierzchni odseparowane jest od reszty hali za pomocą
hermetycznej obudowy, odpornej na działanie kwasów, co przedstawiono na Rys. 3.
Materiał zawieszony na trawersach kierowany jest kolejno do odpowiednich wanien technologicznych
za pomocą dwóch par wciągników.

Rys. 3. Obudowa komory trawialni
Wanny technologiczne zbudowane są z odpornego na działanie środków chemicznych tworzywa i mają postać prostopadłościennych zbiorników o wymiarach 7,4 m x 1,6 m x 3,5 m, umieszczonych w stalowej konstrukcji nośnej. Każda z wanien wyposażona jest w odpowiednie króćce technologiczne, a także wsporniki trawers umożliwiające osadzenie trawersy wraz z materiałem na wannie. Proces technologiczny przygotowania powierzchni materiału przebiega w podwyższonych temperaturach, stąd też wanny wymagają ogrzewania. Każda z nich wyposażona jest w zanurzeniowy panel grzewczy, zasilany gorącą wodą z wymiennika ciepła. Na Rys. 4. przedstawiono wanny technologiczne wraz z umieszczonymi na nich trawersami.

Rys. 4. Wanny technologiczne
Na etapy obróbki powierzchniowej składają się następujące procesy:
Odtłuszczanie alkaliczne
Instalacja przygotowania powierzchni wyposażona jest w dwie wanny odtłuszczające. Odtłuszczanie to proces chemicznego usuwania zanieczyszczeń organicznych, tj. tłuszczy, olejów oraz smarów mineralnych. Etap ten ma na celu uzyskanie chemicznie czystej powierzchni wyrobu w celu skrócenia kolejnej fazy procesu (trawienia), zmniejszenia stopnia zanieczyszczenia kąpieli trawiących, ograniczenia zużycia kwasu solnego, a także redukcji kosztów i nakładów pracy. W wykorzystywanej instalacji wykorzystywane jest odtłuszczanie alkaliczne, niezmieniające właściwości powierzchni obrabianych elementów. W skład preparatu alkalicznego wchodzą w głównej mierze zestawy związków nieorganicznych (głównie wodorotlenku sodu) oraz środków powierzchniowo-czynnych. Odczyn pH kąpieli alkalicznych zawiera się w przedziale 9,5 do 13,5. Temperatura kąpieli odtłuszczającej wynosi między 40, a 50 °C. Skład kąpieli jest na bieżąco analizowany i utrzymywany na stałym poziomie poprzez ich uzupełnianie.
#4
#5
Trawienie
Instalacja posiada 6 wanien trawiących. Dokładnie oczyszczone w wannach alkalicznych elementy
poddawane są następnie procesowi trawienia w roztworze kwasu solnego. Proces ten ma za zadanie
usunąć z powierzchni elementów substancje niemetaliczne składające się przede wszystkim z
tlenków żelaza, rdzy i zgorzeliny poprzez ich rozpuszczenie. Po rozpuszczeniu substancji
niemetalicznych rozpoczyna się proces rozpuszczania podłoża stalowego z wydzieleniem wodoru do
kąpieli trawiącej. Proces ten jest niepożądany. W celu jego ograniczenia, do kąpieli dodaje się
niewielkie ilości inhibitora – substancji, która selektywnie ogranicza rozpuszczanie podłoża
stalowego, natomiast nie opóźnia rozpuszczania rdzy i zgorzeliny.
Proces trawienia prowadzony jest zwykle w temperaturze do 30 °C, co znacznie przyspiesza
proces trawienia w stosunku do trawienia w temperaturze otoczenia. Dla każdego wsadu
(konstrukcji) czas trawienia ustalany jest indywidualnie, jednak średnio zamyka się w przedziale
10-60 min.
Płukanie
Instalacja posiada jedną wannę płuczącą. Po operacji trawienia materiał poddawany jest płukaniu w celu oczyszczenia go z resztek kwasu i żelaza z kąpieli trawiącej pozostałych na powierzchni elementów. Żelaza wpływa niekorzystnie na proces cynkowania ogniowego, gdyż zwiększa ilość wytwarzanych odpadów, tj. twardego cynku oraz popiołów cynkowych. W związku z tym spłukanie żelaza z powierzchni przygotowywanych elementów jest bardzo ważne.
#6
#7
Topnikowanie
Wyroby przed zanurzeniem w ciekłym cynku zanurza się w roztworze topnika stanowiącym mieszaninę chlorku amonu oraz chlorku cynku w odpowiednich proporcjach z dodatkiem zwilżacza. Topnik ułatwia zwilżanie stali ciekłym cynkiem i usuwa resztki zanieczyszczeń z powierzchni stalowej, gdyż w trakcie cynkowania chlorek amonu zawarty w topniku rozpada się tworząc NH 3 oraz HCl, który powoduje dodatkowe dotrawienie i usunięcie tlenków z powierzchni stali. Zadaniem topnika jest również ochrona stali przed utlenieniem w poprzedzającej cynkowanie operacji suszenia.
Odtrawianie (odcynkowanie)
Odcynkowanie to proces polegający na rozpuszczeniu powłoki cynku na wadliwych wyrobach, zawróconych po procesie cynkowania w wannie z rozcieńczonym kwasem solnym. Ilość wadliwych wyrobów nie przekracza 1% całości wyrobów.
#8
#9
Suszenie wsadu
Wyroby stalowe po wyjęciu z kąpieli topnika poddawane są operacji suszenia w temperaturze 100 ° Celsjusza celem usunięcia pozostałości wody z naniesionej warstwy topnika. Operacja suszenia ma na celu również uniknięcie dodatkowego roztrawiania żelaza przez wilgotną mieszaninę soli topnikujących oraz wyeliminowanie niebezpiecznego rozpryskiwania gorącej kąpieli cynkowej podczas zanurzania wsadu.
Cynkowanie ogniowe
Po wysuszeniu w suszarce elementy stalowe poddawane są cynkowaniu ogniowemu w piecu wannowym
(Rys. 5) poprzez zanurzenie w ciekłym cynku. W czasie zanurzenia wyrobów cienka warstwa topnika
pozostająca na ich powierzchni ulega stopieniu i ułatwia zwilżenie powierzchni stalowej ciekłym
cynkiem. W czasie cynkowania następuje dyfuzja cynku do wyrobów stalowych, a jednocześnie
następuje rozpuszczanie żelaza w ciekłym cynku. Nadmiar rozpuszczonego żelaza wydziela się w
kąpieli cynkowej pod postacią kryształków twardego cynku. Optymalna temperatura cynkowania
ogniowego mieści się w przedziale 440 – 455 °C. Natomiast czas cynkowania zawiera się w
przedziale kilku do kilkudziesięciu minut. W czasie wyjmowania wsadu z ciekłego cynku pokrywa
on powierzchnię wyrobu i krzepnie tworząc warstwę metalicznego cynku na powierzchni wyrobów.
Jest bardzo ważne, aby skład chemiczny kąpieli cynkowej utrzymywać na optymalnym poziomie.
Kąpiel cynkowa po procesie topienia i doprowadzania kąpieli do temperatury znamionowej oraz po
każdym procesie wybierania twardego cynku poddawana jest rafinacji. Działanie rafinacji polega
na odtlenieniu tlenku cynku znajdującego się w kąpieli cynkowej, co polepsza jej lejność i
zapewnia mniejsze zużycie cynku oraz lepszą jakość powłoki cynkowej.

Rys. 5. Wanna cynkownicza z ciekłym cynkiem
#10
#11
Chłodzenie
W dalszej kolejności po procesie cynkowania wyroby chłodzi się naturalnie na powietrzu aż do czasu całkowitego zakrzepnięcia warstwy cynku. Chłodzenie zapewnia odpowiedni spadek temperatury elementów oraz redukuje powstające naprężenia. Proces chłodzenia zawiera się w przedziale 20 – 60 minut.
Kontrola jakości i rozformowanie wsadu
Końcowym etapem procesu technologicznego jest rozformowanie ocynkowanego wsadu oraz kontrola jakości otrzymanych powłok, która obejmuje kontrolę wyglądu zewnętrznego powłoki oraz jej grubość. Średnia grubość powłoki cynkowej zależy od grubości pokrywanych elementów, a także czasu zanurzenia w kąpieli cynkowej. Wymagane wartości grubości powłoki cynku zgodnie z normą PN-EN ISO 1461 przedstawiono w tabeli poniżej.
#12
| Wyrób i jego grubość | Minimalna grubość miejscowa powłoki [µm] | Minimalna miejscowa masa powłoki [g/m^2] | Minimalna średnia grubość powłoki [µm] | Minimalna średnia masa powłoki [g/m^2] |
|---|---|---|---|---|
| Stal > 6 mm | 70 | 505 | 85 | 610 |
| 3 mm < Stal ≤ 6 mm | 55 | 395 | 70 | 505 |
| 1.5 mm ≤ Stal ≤ 3 mm | 45 | 325 | 55 | 395 |
| Stal < 1.5 mm | 35 | 250 | 45 | 325 |
| Żeliwo ≥ 6 mm | 70 | 505 | 80 | 575 |
| Żeliwo ≤ 6 mm | 60 | 430 | 70 | 505 |
Ocynkowany materiał przed rozpoczęciem rozformowania przedstawiono na Rys. 6.

Rys. 6. Materiał po procesie cynkowania ogniowego
Prawidłowo wykonane i przygotowane elementy/konstrukcje powinny spełniać następujące warunki:
#1
Odpowiednia powierzchnia, tj. oczyszczona ze zgorzelin, farb, lakierów, smarów, olejów, preparatów antyodpryskowych, zawalcowań ect. Obecność tego typu zanieczyszczeń i nierówności powierzchni jest bardzo niepożądana, gdyż w znaczący sposób wpływa na wady wytworzonej powłoki cynkowej.



Rys. Zabrudzenia konstrukcji stalowych




Rys. Skutki zabrudzeń konstrukcji stalowych
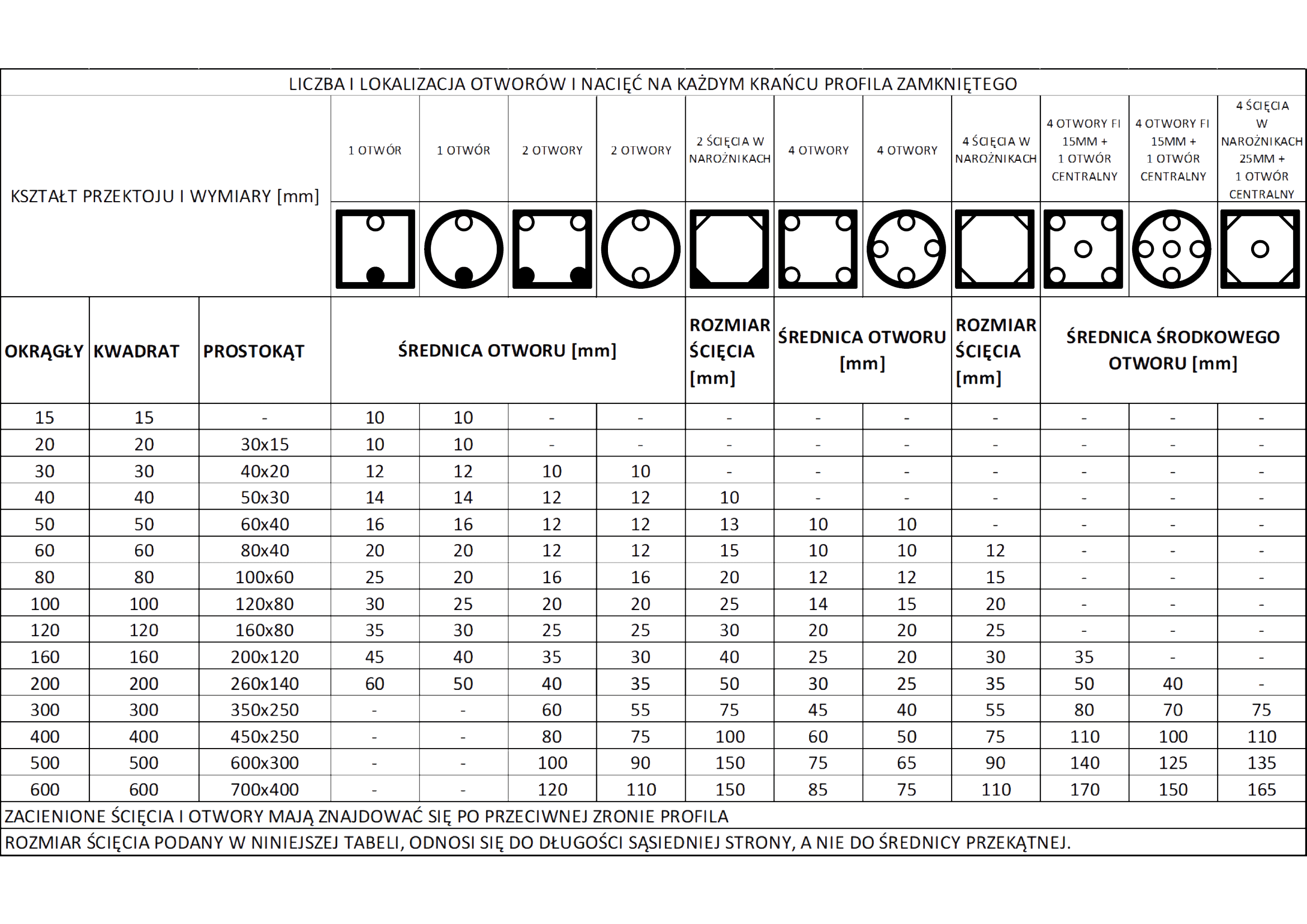
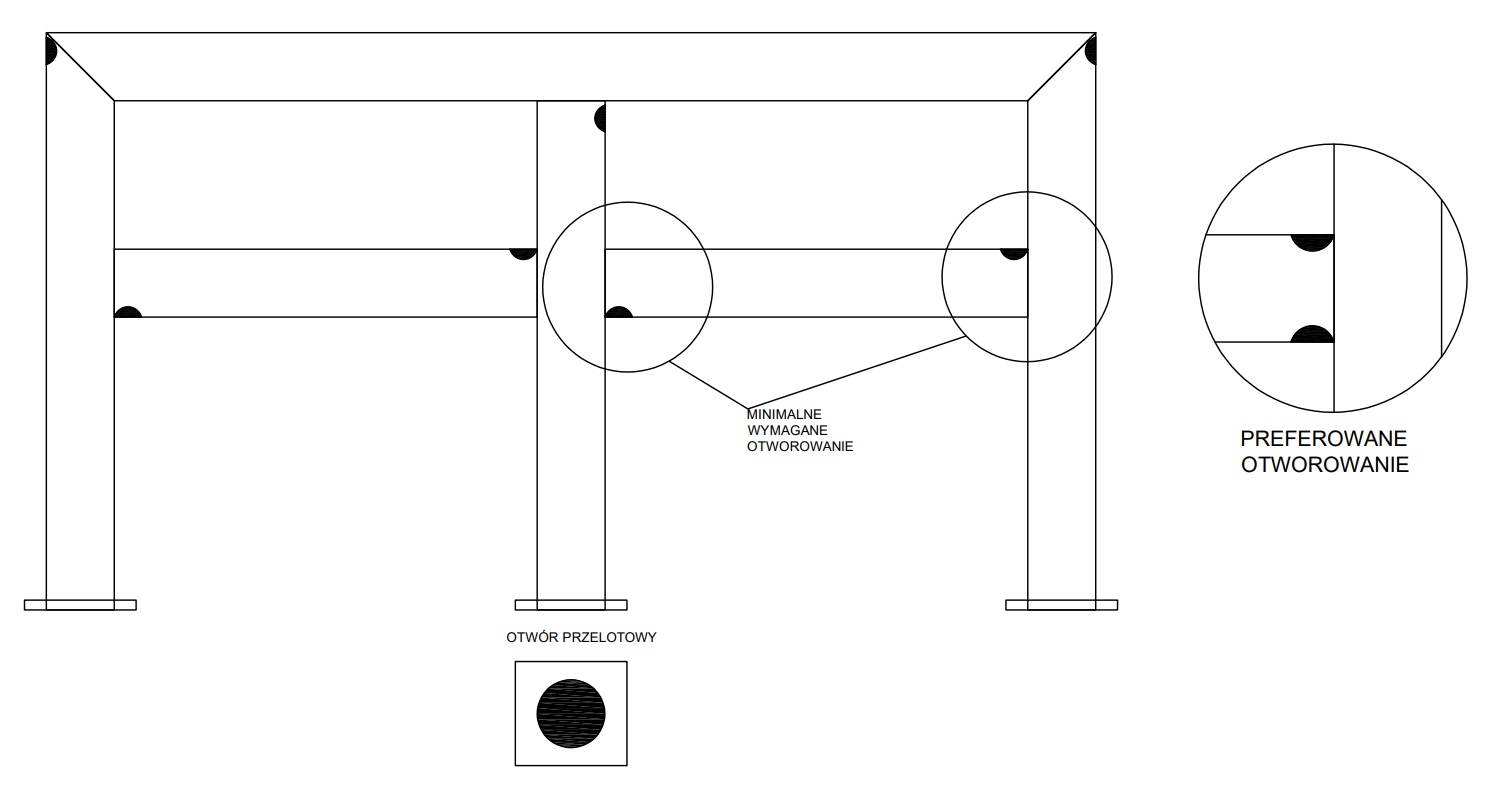
Obecność otworów technologicznych (drenażowych) – konstrukcje i elementy stalowe przeznaczone do cynkowania ogniowego powinny posiadać odpowiednią ilość otworów technologicznych, mających na celu odpowietrzenie elementu, a także umożliwiających swobodny spływ cynku. Bardzo ważne jest również umiejscowienie otworów, tj. prawidłowo wykonana konstrukcja powinna posiadać otwory technologiczne na obu końcach (po przekątnej), a także w miejscach najniżej i najwyżej położonych. Prawidłowe wielkości otworów technologicznych przedstawiono w tabeli poniżej.
#2



Rys. Błędnie wykonane otwory lub ich brak
#3
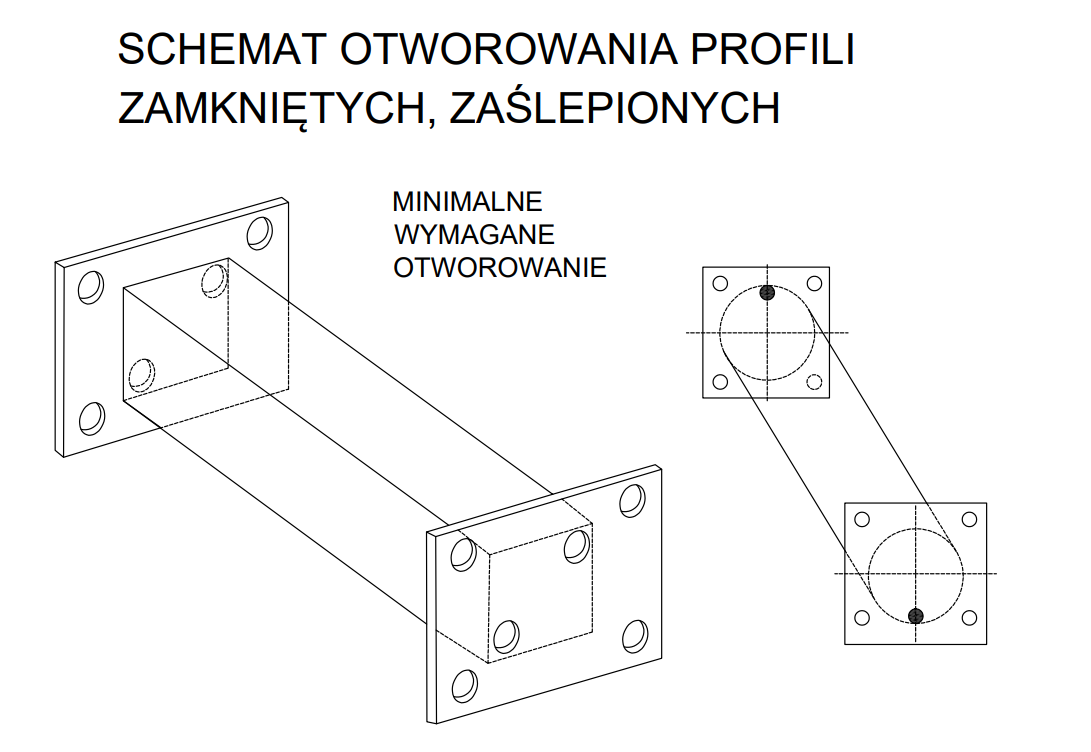
Konstrukcja nie może zawierać „zamkniętych” przestrzeni – elementy, w których nie będą wykonane otwory drenażowe, po wprowadzeniu do kąpieli cynkowej stwarzają bardzo duże niebezpieczeństwo ich wybuchu lub zamknięte w nich powietrze uniemożliwi pokrycie konstrukcji warstwą cynku.


Rys. Konsekwencje braku otworów, rozerwany profil zamknięty lub duże niedocynkowanie z powodu „uwięzionego” powietrza w zamkniętej przestrzeni wewnątrz kształtownika

Rys. Konsekwencje braku otworów, konstrukcja nie zatopiła się w kąpieli cynkowej
Konstrukcje przeznaczone do cynkowania ogniowego powinny być wyposażone w uchwyty/otwory do podwieszenia pod belkami transportowymi. Aby zapobiec odkształceniu danego elementu, uchwyty/otwory powinny znajdować się w odległości ¼ długości elementu od jego końców.
#4
#5
Materiał z jakiego wykonany jest element – stal powinna charakteryzować się zawartością Si < 0,03% wag., przy jednoczesnej, sumarycznej zawartości Si oraz P <0,045% wag., lub zawartością Si w przydziale 0,14% wag. < Si < 0,25% wag., przy jednoczesnej, sumarycznej zawartości Si oraz C <0,5%. Poszczególne elementy konstrukcji powinny być wykonane z tego samego gatunku stali.
| Stal | Zawartość Si [% wag.] | Charakterystyka powłoki |
|---|---|---|
| Niskokrzemowa | Si < 0,03 | Błyszcząca i srebrzysta |
| Sandelina | 0,03 < Si < 0,14 | Chropowata, szara, matowa i krucha |
| Sebisty (pożądana) | 0,14 < Si < 0,25 | Od srebrzysto-błyszczącej do matowo-szarej |
| Wysokokrzemowa | Si > 0,25 | Szara, matowa i krucha |
Grubość elementów konstrukcji – różnica pomiędzy grubościami poszczególnych elementów konstrukcji powinna spełniać poniższą zależność.
#6

Rys. Deformacja konstrukcji z uwagi na różnicę grubości materiału
#7
Brak drobnych szczelin oraz wnęk – powierzchnie styków poszczególnych elementów konstrukcji należy łączyć spoinami ciągłymi, aby zapobiec wydostawaniu się resztek cieczy technologicznych (rdzawe wycieki).

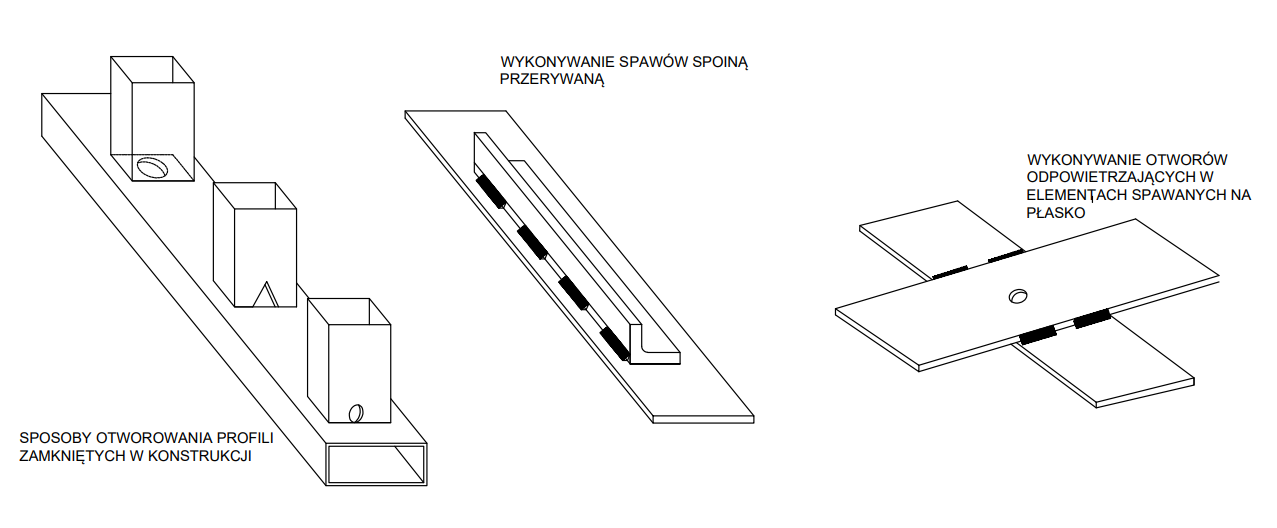
Odpowiednio wykonane spoiny – nieporowate, ciągłe, oczyszczone z resztek żużla. Należy zachować również odpowiednią kolejność spawania elementów, aby zminimalizować powstające naprężenia, które w dalszej kolejności w procesie cynkowania mogą spowodować deformację lub uszkodzenie konstrukcji.
#8


Rys. Brak oczyszczenia spoiny i jego skutki